

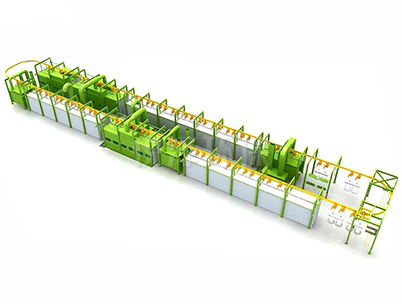
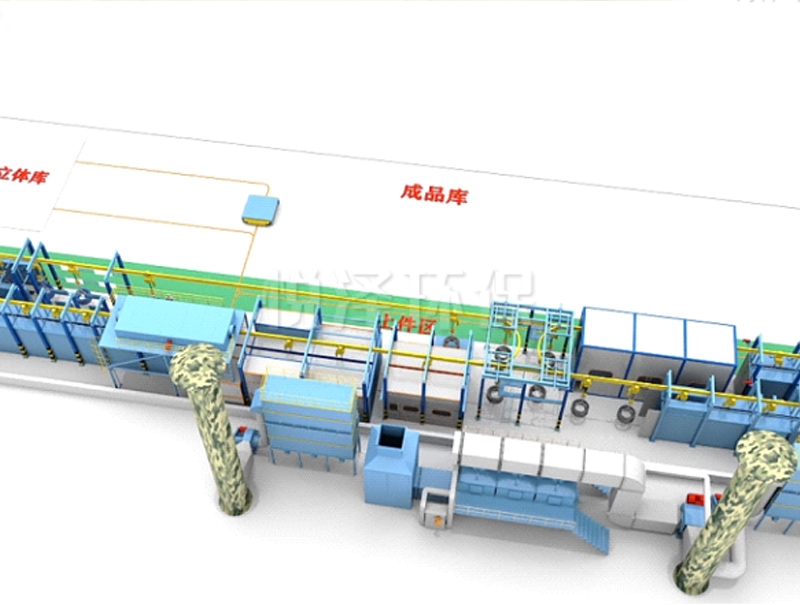
配重块涂装设备对不同材质的适应性,需从预处理、涂装工艺、涂料供给、固化系统及智能控制等多维度进行技术设计,通过模块化架构与参数柔性调整,实现对金属、铸铁、塑料等材质的差异化涂装需求。以下从技术逻辑层面展开分析:
一、预处理系统的材质针对性设计
不同材质表面特性差异显著,预处理环节需构建多模式切换能力。对于金属材质(如钢、铁),其表面常存在氧化皮、油污或锈迹,设备需集成喷砂模块与脱脂装置——喷砂模块可采用可调粒径的磨料(如钢丸、石英砂),通过调整喷射压力(0.4-0.8MPa)与距离,对铸铁等粗糙表面进行粗糙度优化,而对不锈钢等光滑表面则采用低压喷砂以避免基材损伤;脱脂部分可配置喷淋式碱液清洗槽,针对金属材质的油污特性调节温度(50-70℃)与喷淋压力,确保油脂清除。
对于塑料或复合材料配重块,其表面惰性强、附着力差,预处理需转向物理结合的方式。设备可搭载等离子处理模块,通过电离气体产生高能粒子轰击表面,形成微观孔隙并提升表面能;同时配置静电除尘装置,利用高压静电场吸附塑料表面的微尘颗粒,避免粉尘影响涂层附着力。预处理系统的关键在于通过传感器(如表面粗糙度仪、电导率仪)实时监测材质表面状态,并通过PLC系统自动切换预处理模式,实现不同材质的针对性处理。
二、涂装工艺的柔性化架构
涂装设备需集成多种工艺模块,以适配不同材质的涂层需求。金属材质常用喷涂或电泳工艺:喷涂模块可采用空气喷涂与高压无气喷涂双模式,空气喷涂适用于薄涂层(如底漆),通过调节雾化气压(0.3-0.5MPa)实现均匀覆盖;高压无气喷涂则针对厚浆型涂料(如耐磨面漆),以15-25MPa压力将涂料雾化,确保铸铁等粗糙表面的凹坑填充。电泳模块则通过调节电场强度(150-300V)与槽液温度(28-32℃),适应金属表面的均匀成膜需求。
塑料材质对涂层附着力要求更高,需采用静电喷涂工艺。设备配置静电喷枪,通过内置高压发生器(60-100kV)使涂料颗粒带电,利用静电吸附原理提升涂层与塑料表面的贴合度;同时,为避免塑料材质受热变形,喷涂区域需控制环境温度(20-25℃),并采用低沸点溶剂的涂料,减少溶剂挥发对材质的影响。涂装模块的模块化设计允许快速更换喷枪类型、调整喷涂轨迹(如通过机器人手臂实现多角度喷涂),确保不同材质的复杂型面均能获得均匀涂层。

三、涂料供给与温控系统的适配性
不同材质对应涂料的物理特性差异(如粘度、固化条件)需通过供给系统精准调控。金属涂装常用环氧、聚氨酯等涂料,粘度较高(20-100Pa·s),设备需配置齿轮泵或柱塞泵进行高压输送,并在管路中设置加热套(温控范围40-80℃),通过PID调节维持涂料流动性;而塑料涂装多用丙烯酸类或专用塑料底漆,粘度较低(5-20Pa·s),需采用隔膜泵输送,并配置过滤器(精度5-10μm),防止杂质堵塞静电喷枪。
供料系统的关键在于快速清洗与切换能力。当更换涂料类型(如从金属底漆切换至塑料面漆)时,设备可启动自动清洗程序:通过溶剂循环冲洗管路,并利用压缩空气吹扫残留涂料,清洗时间控制在10-15分钟内,避免不同涂料混用导致的兼容性问题。同时,供料罐需具备氮气密封功能,防止氧化固化型涂料(如不饱和聚酯)与空气接触变质,尤其适用于金属重防腐涂装场景。
四、固化系统的多模式调控
固化环节需根据材质耐热性与涂料类型动态调整参数。金属材质导热性好,可承受高温固化,设备的热风循环炉可设置120-200℃的温度区间,通过热电偶实时监测炉内温场(温差≤±5℃),并搭配强制通风系统(风速2-5m/s)加速溶剂挥发;对于铸铁等厚壁材质,可增加红外辐射加热模块,利用短波红外快速穿透涂层表层,实现内外同步固化,缩短固化时间(如从60分钟降至30分钟)。
塑料材质耐温性差(通常≤80℃),需采用低温固化或UV固化方案。设备可集成UV固化模块,配置365nm波长的LED紫外灯,照射强度控制在800-1200mW/cm²,确保UV涂料在10-30秒内快速固化;若使用水性涂料,可搭配低温热风(40-60℃)辅助干燥,通过湿度传感器实时监测涂层表面含水率,自动调节风量(1000-3000m³/h)防止“闪锈”现象。固化系统的分段式设计(如预热区、固化区、冷却区)可根据材质类型灵活组合,适应不同固化曲线需求。
五、智能控制系统与参数库构建
设备通过工业级PLC与触摸屏构建智能控制中心,预设不同材质的涂装工艺参数库。操作人员选择材质类型(如“铸铁”“ABS塑料”)后,系统自动调用对应预处理程序、涂装参数(如喷枪压力、涂料流量)及固化条件,并通过传感器网络(如涂层厚度仪、红外测温仪)实时反馈数据,形成闭环控制。例如,金属材质涂装时,系统自动启动喷砂-脱脂-喷涂-高温固化流程,而塑料材质则切换为等离子处理-静电喷涂-UV固化流程,全程无需人工干预参数调整。
此外,设备具备自学习功能,可通过历史生产数据优化工艺参数。当处理新型材质时,操作人员可手动设定初始参数,系统记录运行数据(如涂层附着力测试结果、固化时间),并通过算法迭代生成更优的工艺方案,逐步扩充参数库,提升对非标材质的适应性。
六、设备结构的模块化与兼容性
为降低不同材质涂装的换产成本,设备采用模块化可拆卸设计。预处理段可快速更换喷砂舱与等离子处理舱,通过法兰连接与气动快插接口实现模块切换(耗时≤30分钟);涂装段的喷枪支架、供料管路均为标准化接口,支持空气喷枪、静电喷枪、电泳槽的互换;固化段可通过分区隔离,实现高温区与低温区的独立运行,避免不同材质固化工艺的相互干扰。
设备的兼容性还体现在环保系统的适配性上。针对溶剂型涂料(金属涂装常用),配置活性炭吸附+催化燃烧(RCO)装置处理有机废气;而水性涂料(塑料涂装常用)则采用水洗塔处理雾化颗粒,通过切换废气处理模块满足不同涂料的环保排放要求,确保设备在不同材质涂装场景下均符合环保标准。
结语
配重块涂装设备对不同材质的适应性,本质是通过“预处理精准化、工艺模块化、控制智能化”的技术路径,构建柔性化生产体系。从材质表面特性出发,匹配对应的前处理工艺与涂料体系,再通过设备硬件的可拆卸设计与软件参数的自动调用,实现从金属到非金属材质的全场景覆盖,最终确保涂层附着力、均匀性及耐候性等指标满足差异化需求。







 淘宝旺旺
淘宝旺旺
