


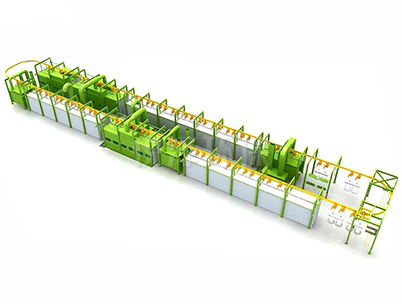
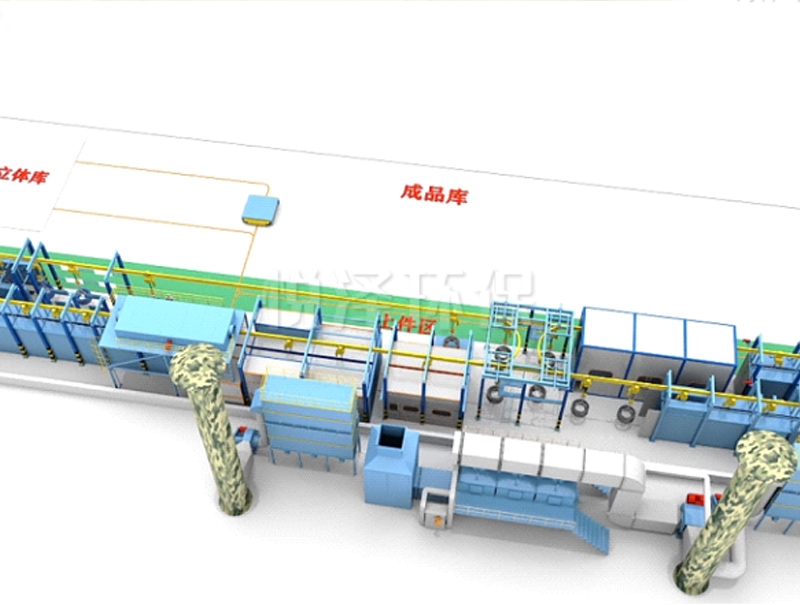
铸件涂装设备的主要功能及对涂装质量的保障
一、表面预处理功能
抛丸清理
铸件涂装设备的抛丸清理功能是通过抛丸器将高速弹丸(如钢丸、玻璃丸等)抛射到铸件表面。弹丸的冲击作用可以有效地去除铸件表面的氧化皮、铁锈、粘砂等杂质。例如,对于铸铁铸件,其表面在铸造过程中会形成一层较硬的氧化皮,抛丸能够将这层氧化皮彻底清除,使铸件表面露出金属本色。
同时,抛丸还能使铸件表面产生一定的粗糙度,这有利于后续涂料的附着。适当的粗糙度可以增加涂料与铸件表面的接触面积,就像在光滑的墙壁上钉钉子更容易挂住东西一样,提高涂料的附着力,从而确保涂层在铸件使用过程中不易剥落。
脱脂处理
许多铸件在加工过程中会沾染油污,脱脂功能可以有效去除这些油污。设备通过使用化学脱脂剂(如碱性脱脂剂)和适当的清洗工艺,将油污分解并清洗掉。在脱脂过程中,设备会控制脱脂剂的浓度、温度和清洗时间等参数。
例如,合适的脱脂剂浓度可以确保油污被充分分解,温度过高可能会导致脱脂剂失效,时间过短则无法彻底清除油污。良好的脱脂效果能防止油污在涂装后渗出,避免涂层出现缩孔、鱼眼等质量问题,确保涂层的平整和光滑。
二、喷涂功能
涂料输送与控制
铸件涂装设备能够精确地输送涂料,确保涂料稳定地供应到喷头。通过涂料泵等装置,将涂料从储存容器中输送到喷枪。同时,设备可以控制涂料的流量,根据铸件的大小、形状和涂装要求,调节涂料的喷出量。
例如,对于大型铸件,需要较大的涂料流量来确保涂层的厚度;对于有特殊装饰要求的铸件,可以精确控制涂料流量,实现精细的图案或纹理效果。这种精确的涂料输送和控制功能能够确保涂层厚度的均匀性,避免出现局部过厚或过薄的情况,从而提高涂装质量。
喷雾形状与雾化调节
设备的喷枪可以调节喷雾形状,如圆形、扇形等。不同的喷雾形状适用于不同形状的铸件。例如,扇形喷雾适合涂装大面积的平面铸件,能够均匀地覆盖表面;圆形喷雾则更适用于喷涂圆形或球形铸件的曲面部分。
此外,设备还能调节涂料的雾化程度。良好的雾化可以使涂料颗粒细小且均匀,这样在喷涂时涂料能够更均匀地分布在铸件表面,形成细腻、平整的涂层。如果雾化不好,涂料颗粒较大,可能会导致涂层表面出现橘皮、流挂等缺陷。
三、烘干功能
干燥方式多样
铸件涂装设备的烘干功能可以通过多种方式实现,如热空气循环烘干、红外线辐射烘干、微波烘干等。热空气循环烘干是通过加热空气并使其在烘干室内循环,将热量传递给铸件表面的涂层,使涂料中的溶剂挥发,涂层逐渐干燥。
红外线辐射烘干则是利用红外线的热效应,直接对涂层进行加热。这种方式升温速度快,能有效缩短烘干时间。不同的烘干方式可以根据涂料的类型、铸件的大小和形状等因素灵活选择,确保涂层能够在合适的温度和时间内干燥,防止涂层出现不干、发软等质量问题。
温度和时间控制
设备能够精确控制烘干的温度和时间。对于不同的涂料,都有其适宜的烘干温度范围和时间要求。例如,一些环氧涂料需要在较高的温度(如 120 - 150℃)下烘干一定时间(如 30 - 60 分钟)才能完全固化。
涂装设备通过温度传感器和定时器等装置,准确地控制烘干过程。合适的温度和时间控制可以使涂料充分固化,提高涂层的硬度、耐磨性和耐腐蚀性等性能,确保铸件在使用过程中涂层能够发挥良好的防护作用。








 淘宝旺旺
淘宝旺旺
